
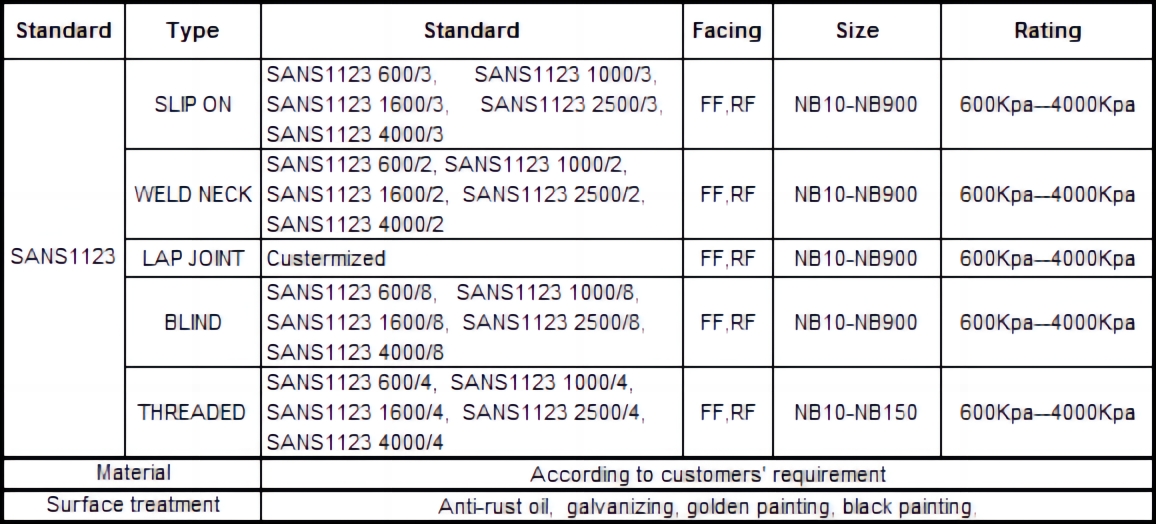
A SANS 1123 szabvány szerint többféle csúszás létezik a karimákon, a hegesztő nyakkarimák,átlapolt ízületi karimák,vakkarimákésmenetes karimák.
A méretszabványok tekintetében a SANS 1123 eltér az általános amerikai, japán és európai szabványoktól.A Class, PN és K helyett a SANS 1123 speciális ábrázolást alkalmaz: Például nyakhegesztő karimával 600/3, 1000/3, 1600/3, 250/3, 4000/3, nyakhegesztő karimával különböző, 600/2, 1000/2, 1600/2, 250/2, 4000/2, vakkarima 600/8, 1000/8, 1600/8, 2500/8, 4000/8, menetes karima 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, a laza karima testreszabható.
A SANS 1123 karima közel áll a PN-nel jelölt európai karimához, nyomásértéke 250 kPa-tól 4000 kPa-ig terjed, amit átszámítanak a PN-nel jelölt nyomásosztályra, azaz PN 2,5-től PN 40-ig, de alkalmazható hőmérséklete - 10 ℃ és 200 ℃ között van, és az alkalmazandó hőmérsékleti tartomány kicsi.Az ellenőrzést követően megállapították, hogy a BS EN 1092-1 karimához képest azonos névleges méret és megfelelő nyomásosztály mellett, bár a SANS 1123 karima némelyike nagyobb névleges méretű karimája vékonyabb, a karima külső átmérője, a csavarfurat középpontja A kör átmérője, a rögzítőkészletek és a menetspecifikációk, amelyek meghatározzák, hogy a két karima rögzíthető-e kötőelemekkel, alapvetően azonos karimás csatlakozási méretű, ezért a SANS 1123 karima alapvetően megfelel a különböző csőanyag-kategóriák követelményeinek ebben a projektben.
Mivel a dél-afrikai acélcsövek gyártástechnológiai szintje általában elmarad a fejlett európai és amerikai országokétól, a dél-afrikai szabványok szerint gyártott acélcsövek műszaki mutatói alacsonyak és a nyomástartó képességük korlátozott, a dél-afrikai acél Ennek a projektnek a csőstandardja csak alacsony hőmérsékletű és alacsony nyomású szénacél csövekhez, a 2,5 MPa tervezési nyomású vagy 100 ℃ tervezési hőmérsékletű szénacél csövekhez és minden rozsdamentes acélcsőhöz alkalmazza az amerikai szabványokat.Az acélcsőanyagok kémiai összetétele és szilárdsági indexe a dél-afrikai acélcső-szabványokban és az amerikai acélcső-szabványokban bizonyos különbségeket mutat, és egyes acélcsövek külső átmérője eltérő (lásd 1. táblázat, például DN65).Bár a hegesztőrudak kiválasztásával és a hegesztési folyamat javításával megoldható az acélcső alapanyagának anyagösszetételének különbsége a varrat mindkét végén, illetve a cső külső átmérőjének különbsége. A tompahegesztés mindkét végén lévő acélcső a lépcsőzetes levágással megoldható, ez kétségtelenül nagy nehézségeket okoz a csővezeték-építésben, és nem szolgálja az építési minőség garanciáját.A tömítő csatlakozás a karima, a tömítés és a rögzítőelem együttműködésével valósítható meg.A tömítés mindkét végén elválasztja a karimákat, és a rögzítéshez nem szükséges a két végén lévő karimák azonos anyaga.Így az acélcsövek anyagösszetétele és külső átmérője közötti különbség mindkét végén megoldható.Végül is a különböző szabványú acélcsövek csatlakoztatása általában ott történik, ahol a csőanyag minősége megváltozik.Az ilyen ízületek nem sok, és a karimák használata nem növeli a projekt költségét.
Feladás időpontja: 2023.02.02



